
GN Solids Control is a world famous manufacturer on shaker screens. Various shaker screens can be manufactured by GN Solids Control. Now GN has two manufacture plants to provide shaker screens for global drilling companies. 
In order to choose the most suitable shaker screens for your shaker, today we would like to give you a brief introduction on how to choose the right GN shaker screens.
As we know, there are various shaker screens if you divide them based on the shake model or manufacturer. GN provides various shaker screens such as replacement screens for Mongoose, replacement screens for NOV King Cobra or NOV VSM 300, replacement screens for Derrick 500 or Derrick 2000 etc. So the first thing you need to clarify is which brand shaker screens you would like us to provide you the replacement screens.
Those replacement shaker screens can also be classified by the dimensions (width by length). If you can provide the shaker screens dimension or a picture, we could provide you the replacement shaker screens for them.
Another important thing you need to know is the API no. or Mesh no. Different API no. can be used to separate the solids with different diameters. API standard is mostly used, GN shaker screens are manufactured strictly conform to the API RP13C standard. Shaker screens might use two layers or three layers when we discuss with different API no. Usually, the higher API no. above API 120 will use three layers. 
GN shaker screens are using good quality wire brand YKM, which is also largely used by world famous brand shaker screens. GN screens are all wired mesh shaker screens.
Besides those shaker screens are most seen in the market, GN also provides customized shaker screens. If you can just provide us the shaker screen size and a picture, GN Solids Control will be able to provide you the shaker screens.
For the most used shaker screens, GN Solids Control has many pieces in stock. Shaker screens can be delivered from Houston warehouse.
- Details
-
Published: 27 March 2016
More Shaker Screens Just Arrived in Houston
GN Solids Control has established the Houston branch company GN Solids America for several years. Although GN Houston Branch Company is still a new company, drilling companies in US, Canada and Mexico is getting to know GN.
GN Solids America LLC has a large warehouse in Houston which reaches to 33,000 square feet. Many solids control and drilling waste management systems are in stock, such as shale shaker, mud cleaner, decanter centrifuge and cuttings dryer. Thousands of shaker screens are also stocking in Houston warehouse for quick delivery.
GN Solids Control manufactures various shaker screens such as replacement screens for Derrick 500 or Derrick 2000 series, replacement screens for Swaco Mongoose, replacement screens for NOV VSM 300 or NOV King Cobra screens.
All GN shaker screens are wire mesh weaved and manufactured according to the API RP 13C standard, which is a common standard when name different API nos. GN just opened another manufacturing plant which quite closes to GN headquarters. This new plant will mainly manufacture composite material shaker screens. 
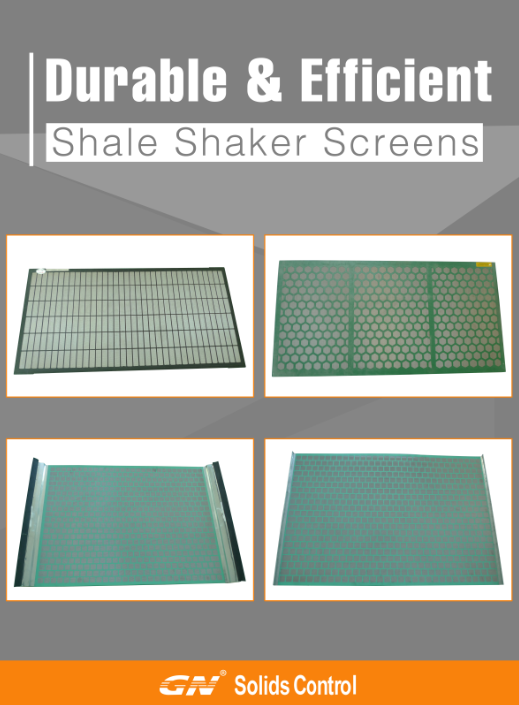
As we usually divide the shaker screens by two types: one is metal frame shaker screen and the other is composite frame shaker screen. Composite frame shake screen is widely seen on Mi-Swaco shaker screens. If you comparing the effective separating area, you will find the composite frame shaker screen has more opening area than the metal frame screen. And due to the pretensioned technology, composite material shaerk screens can be used longer than the metal frame screens although the composite type price is a little bit higher. 
From the long run, using composite material shaker screens will help to cut cost for drilling companies. Many customized shaker screens are also provided by GN Solids Control. GN Solids America LLC now is working with many large drilling companies; they keep purchasing shaker screens from us regularly. GN also provides customized logo with the permission of our clients.
- Details
-
Published: 20 March 2016
GN Solids Control has been manufacturing shaker screens for many years, various shaker screens are manufactured every year. Basically, GN Solids Control provides over 5000 pieces shaker screens every month. And with the opening of GN Second factory, GN Solids Control will provide three times of the shaker screens.
Now GN Solids Control is busy with moving some machining equipments to the No. 2 factory. Many workers have been arranged to working in the second factory. GN will start to manufacture shaker screens in the new factory. Besides, GN No.2 factory will manufacture decanter centrifuges. There are many decanter centrifuges are stocking in the new factory too. In the future, GN Solids Control will be able to provide shaker screens and decanter centrifuges in a quick short time.
GN Shaker Screens are mainly including replacement Mongoose shaker screens, replacement NOV shaker screens (VSM and King Cobra) and replacement Derrick shaker screens (Derrick 2000 series and Derrick 500 series). GN Solids Control also provides customized shaker screens based on customers’ demands.
GN also manufactures shaker screens that can be used on its own shale shaker. GN has double deck shaker screens which can be used as a two phase separation shaker. Coarse solids in the slurry are separated in the bottom shaker while finer solids are separated by the desilter cyclones mounted on the top of shaker. 
GN No. 2 factory is using advanced CNC machines which can be used to producing more and more shaker screens in a quick period. Due to the production expanded, GN has adjusted the price of shaker screens in order to provide a better support for our partners. For GN partners who keep buying from GN regularly, GN Solids Control will provide them some discount so they can have a more competitive price when bidding for large drilling companies.
GN Solids Control also provides various OEM shaker screens. Customer’s logo can be printed on GN shaker screens, and GN will manufacture packages for them. With the help to GN Solids Control, GN partners will also have some free samples which made by GN while with customer’s logo when they attend different energy shows.
- Details
-
Published: 11 March 2016
GN Solids Control Got Large Shaker Screens Order from Europe
GN Solids Control Co., Ltd is always devoted to provide the best quality products while with a reasonable price. Now GN Solids Control product series cover all solids control and drilling waste management equipments. GN Solids Control professional engineer has many new ideas every year, many creative types of equipment are also provided.
With the fast growing of GN Solids Control, GN just opened another factory which is GN No. 2 factory. GN new factory is pretty close to GN headquarters which is only 10 minutes drive. GN new factory will manufacture shaker screens and decanter centrifuges. These days, GN Solids Control is busy working on to assembling many advance CNC machines in the NO. 2 factory.
GN Solids Control can provide over 5000 pieces shaker screens every month, drilling companies from more than sixty countries and regions are using GN shaker screens. As GN Solids Control has been working with many large energy companies for many years, and they keep buying shaker screens from us, some drilling companies are purchasing over 1000 shaker screens from us every quarter.
Recently, GN Solids Control has provided over 1600 pieces shaker screens to one drilling company from Europe. GN Solids Control has many large companies keep purchasing shaker screens regularly.

Europe is one large market for GN Solids Control, with the opening of GN Solids America and GN Solids Russia, more and more companies are using GN shaker screens to replace those original screens.
GN Solids Control also manufactures various shakers. GNZS594 shaker is using the same size shaker screens as Mi-Swaco. GN also has one mini type shaker, which is most used to equip with GN mini decanter centrifuge.
This year, GN Solids America LLC will exhibit some composite shaker screens in the OTC show. Free samples can be provide to drilling companies have regular orders. Welcome to GN Houston warehouse and check GN shaker screens.
- Details
-
Published: 02 March 2016
GN Replacement Shaker Screens
GN Solids Control is a first rank manufacturer on shaker screens. Different kinds of shaker screens can be manufactured by GN Solids Control. Now GN Solids Control manufactures more than 5000 pieces shaker screens monthly. In last year, GN just established another factory, with the use of GN No.2 factory, more and more shaker screens can be manufactured.
GN Solids Control is always devoted to manufacture various shaker screens in a fast speed. The GN No.2 factory can manufacture 2 times of the shaker screens every month. GN Solids Control will be able to provide over 15000 pieces shaker screens in the near future.
The No.2 GN Solids Control company will use many advance CNC machine to manufacture composite material shaker screens. As GN Solids Control has many orders every week, large drilling companies keeps purchasing shaker screens from us, we need to produce more screens, including replacement screens for Mongoose, replacement screens for Derrick (500 series or 2000 series), replacement FSI screens as well as replacement NOV screens (King Cobra and VSM series) etc.
GN Solids Control also provides customize solutions for shaker screens are not used a lot. We only need to the wire weaving type (or a picture) and dimension. Free samples can be also provided for clients have regular orders. With the use of No. 2 manufacture plant, GN will provide more composite material replacement screens for Mongoose with a very competitive price.
Now GN has one branch company in Houston, GN Solids America LLC has a large warehouse which can stock many crates of shaker screens. For customers has large demands and urgent demands, GN Solids America can ship them from Houston, TX. Screens can also be sent to Canada and Mexico in a short period. Welcome to our Houston warehouse, we would like to show you around and give you some introduction on the GN Solids America.
- Details
-
Published: 26 February 2016