
The Chinese Spring Festival is coming near, with the great effort of GN employees GN Solids Control has successfully to pass the target quota of 2015. We’d like to give our sincere thanks to all GN clients. Happy Chinese Spring Festival to you all! May the best wishes to all GN friends!

During the past year, GN Solids Control has sold many shakers, decanter centrifuges and cuttings dryers. Last year, the oil price is going down sharply from more than 100 usd/barrel to almost 30 usd/barrel, many drilling companies are suspending the drilling activities and trying to find every possible ways to cut the cost. GN drilling waste management systems are selling very well due to the excellent working performance and good quality. GN Solids Control is one of the leading manufactures in the world to provide solids control and drill cuttings management systems. With these years fast development, GN Solids Control has provided many drilling waste management systemsand modular units to global clients.
Many large drilling companies are trying so source a reliable supplier in China who can provide the most cost effective equipments, most of them will choose to GN. GN products help clients successfully cut the daily cost which is quite important as the oil price is very low. World famous companies such as Halliburton, Baker Hughes, Shell, CNPC etc are using GN solids control and drill cuttings management systems in their worksites. Last year, GN provided 4 whole sets of drilling cuttings systems to one large client in Russia, including 4 sets GN cuttings dryers and 4 sets decanter centrifuges to treat the oil base mud, now those 4 sets are using perfectly well under the -40 degree Celsius.
GN shaker screens are selling very well; they are widely used to replace Derrick, Mongoose, King Cobra, VSM 300 and some other shaker screens. Hundreds of shaker screens are stocking in Houston warehouse for quick delivery. USA drilling companies can get GN shaker screens in a short period.
- Details
-
Published: 09 February 2016
GN Solids Control is a shaker screen manufacturer, various replacement shaker screens are manufactured for world famous shakers. By using GN cost effective shaker screens, drilling companies can cut the cost largely which is pretty important especially when the economy is not good and the oil price keeps fluctuating around 30 usd/barrel.
We have already seen many large oil and gas companies are downsizing employees since the last quarter of 2015. And in this new year, we haven’t seen anything good will happen in a short period. The 2016 will be a tougher year, so using cost effective shaker screens can help cut the cost which will help drilling companies to survive.
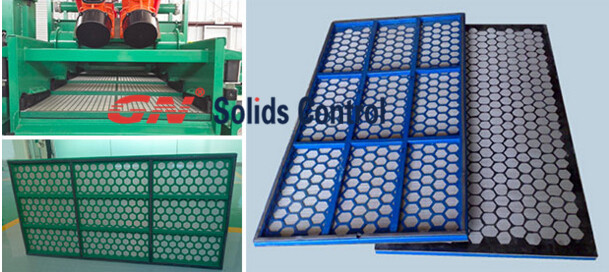
GN manufactures replacement Derrick shaker screens for Derrick 500 series and Derrick 2000 series shakers and mud cleaners. GN500PWP and GN500PMD shaker screens can be used in Derrick 503 or Derrick 504 shaker (which is also called FLC500 series shaker). For the mud cleaner such as Derrick 513 series or Derrick 514 series, GN 500 series shaker screens can also be used.

GN replacement 500 series shaker screens including two types: flat bed type (PWP) and pyramid type (PMD or corrugated screen). All these screens are effective used to replace Derrick 500 series screens.
GN pretension shaker screen technology guarantees all GN shaker screens are performing well in the original shakers. GN replacement 500 PMD type screens has more separating room compared with the flat bed type screens, which will has better separating performance.
With these years on site feedback, GN Solids Control has been upgrading GN screens every year. Now GN shaker screens can be used for a very long period without broken. Last year, GN No.2 factory was ready to open, where shaker screens will be manufactured in that new factory. GN shaker screens can be provided in a shorter time compared to before.
GN Solids America LLC also has some other shaker screens stocking in Houston warehouse. Welcome to connect with us for your shaker screen needs.
- Details
-
Published: 29 January 2016
GN Solids Control is a leading manufacturer of shaker screens, it’s headquarter is located in China. Now GN Solids Control has two main manufacturing factories. GN Solids Control provides over 5000 pieces of various shaker screens every month. GN No. 2 factory has finished building last year, many automatic CNC machines are moving to the GN new factory. With the opening of this new factory, GN will be able to manufacture over 15000 pieces shaker screens every month.
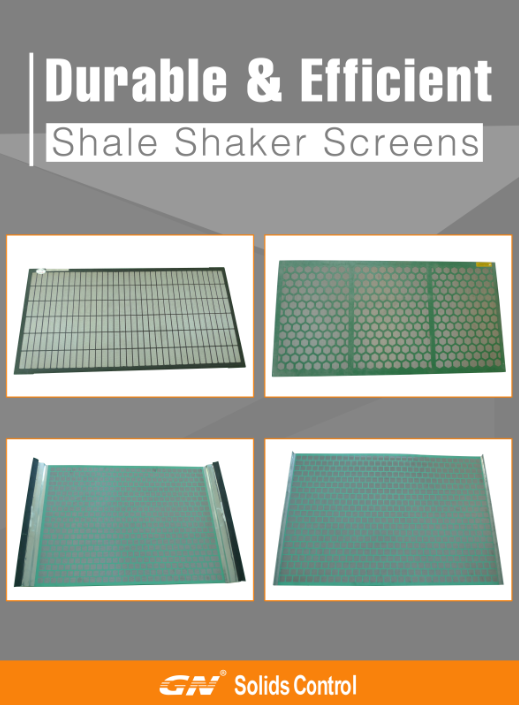
As the oil price keeps going down, many large drilling companies are using GN shaker screens to cut cost. GN manufactures many different types of replacement shaker screens, which includes replacement Derrick 500 and Derrick 2000 series, Swaco Mongoose screens, NOV King Cobra or VSM300 series, FIS screens. All GN replacement screens are effectively used to replace those above screens with a very good separating performance while the price is very low, drilling companies can save up to 50% compare to using the original screens.
GN cutting edge CNC machines manufacture various shaker screens and keep a good consistency. GN screens include metal frame screens and composite frame screens. With the usage of GN No. 2 factory, GN Solids Control will provide more and more composite material shaker screens. The manufacturing cost of composite shaker screens are higher than metal frame screens, but their separating performance and using life is much better than the metal frame screens.

- Details
-
Published: 22 January 2016
GN Solids Control is one of the largest solids control and drilling waste management manufacturer. Besides those large equipments, GN Solids also manufacture many replacement shaker screens for world famous shale shakers.
Last year, GN Solids Control built another factory which is quite close to GN headquarters. GN NO.2 factory will manufacture more shaker screens by using more advance CNC machines. Before GN Solids Control can provide over 5000 pieces shaker screens every month, with the opening of the No.2 factory, GN Solids Control will be able to provide over 15000 pieces shaker screens every month.
GN No.2 factory will manufacture shaker screens with automatic machines which will help to keep the quality more steady. Most of the shaker screens will be composite material shaker screens. Due to the excellent working performance and good quality, GN composite material shaker screens are more widely accepted compared to the metal frame shaker screens.
Composite material shaker screens have larger screen area as the supporting frames are less than the metal frame ones. And the weight is much lighter for composite material shaker screens.
Now most of the well know shaker screens GN Solids Control can provide replacement ones for them. Shakers such as Derrick FLC 500 series, 2000 series can use GN replacement 500 PMD, 500 PWP and 200 PMD, 2000 PWP screens. Some other shakers such as MI-SWACO Mongoose screens are also widely used. Besides, NOV King Cobra, VSM 300 shakers can also use GN replacement screens.
- Details
-
Published: 15 January 2016
GN Solids Control manufactures many different kinds of shaker screens which can be used on competitor’s shale shaker directly. With these years onsite feedback, GN Solids Control has kept upgrading GN shaker screens in order to have a better separating performance and longer life.
GN replacement shaker screens are including GN steel frame shaker screen and GN composite frame shaker screen if you divided them by materials. These replacement screens can be used on Swaco Mongoose shaker, NOV or King Cobra Shaker, Fluid System Shaker, Derrick Shaker etc.
GN pretension shaker screens for shaker GNZS594 are very convenient to mount. Those 4 pieces shaker screens are fixed by GN patented wedges, which can be punched out by hammer and can be easily done by one worker.
GN screens have been exported to more than sixty countries due to remarkable cost-effective. Screens are widely used for oil and gas drilling or HDD drilling. Since the oil price went down last year, many drilling companies have been trying to cut cost, GN shaker screens are always the best choice for them.
GN solids control has some regular clients; they keep purchasing shaker screens from us every month, sometimes GN ship several 40 feet containers to them as it helps to save shipping freight. For large clients, GN Solids Control also provides some discount based on the purchase quantity.
As a branch company of GN Solids Control, GN Solids America LLC has a large warehouse located in Houston, various shaker screens are in stock for fast delivery. We also make the stock plan several months ahead of real purchase for those regular clients in order to provide a better lead time.
In 2016, GN new branch factory will manufacture more shaker screens. Welcome to visit GN Houston warehouse and check our huge shaker screens in stock.

- Details
-
Published: 08 January 2016